Su richiesta della Clientela, la Schiavetti Lamiere forate esegue ulteriori lavorazioni quali, ad esempio: cesoiatura, taglio o rifilo al laser, realizzazione fori di fissaggio, scantonatura, piegatura, realizzazione tubi forati.
Possono inoltre essere eseguiti trattamenti superficiali quali: sgrassaggio, verniciatura, anodizzazione, lucidatura elettrolitica e meccanica, zincatura.
CESOIATURA
La cesoiatura delle lamiere forate è un processo che consente di eseguirne il taglio di date dimensioni richieste dal Cliente. Vengono utilizzate cesoie a ghigliottina ed è necessaria in caso di misure diverse dagli standard produttivi o in caso di tolleranze dimensionali molto ristrette.
SGRASSAGGIO
Per eliminare i residui di lubrificante utilizzato in fase di perforazione, è possibile sgrassare le lamiere immergendole in vasche contenenti soluzioni alcaline o acide riscaldate a temperatura di 70-80°C.
VERNICIATURA
Le lamiere forate possono essere verniciate sia per motivi estetici sia per una migliore protezione dall’ossidazione. Il film di vernice forma una barriera che isola i materiali verniciati dagli agenti corrosivi. La verniciatura avviene con polvere di tipo epossidico (per interni) o poliestere (per esterni). Su richiesta del Cliente, è possibile fornire certificati di low flame spread.
PIEGATURA
La piegatura è la modifica della forma della lamiera forata mediante un’azione di flessione. Viene effettuata su lamiere di tutti i materiali sufficientemente plastici da non determinare rotture in corrispondenza delle pieghe. La macchina più utilizzata per la piegatura è la pressa piegatrice a montanti, ovvero con pestone mobile verticalmente.
TAGLIO O RIFILO AL LASER E FORI DI FISSAGGIO
Le lavorazioni mediante laser possono essere considerate le principali lavorazioni non convenzionali.
Permettono di rifinire le lamiere forate con fori di fissaggio, tagli perimetrali, rifili, disegni decorativi, in base alle esigenze del Cliente.
SCANTONATURA
La scantonatura è uno dei processi meccanici di taglio più utilizzati nella lavorazione delle lamiere forate. Si tratta dell’asportazione degli spigoli del foglio di lamiera che deve essere piegato sui quattro lati. Gli spigoli così scantonati permettono di evitare interferenze tra i lembi nella fase di piegatura.
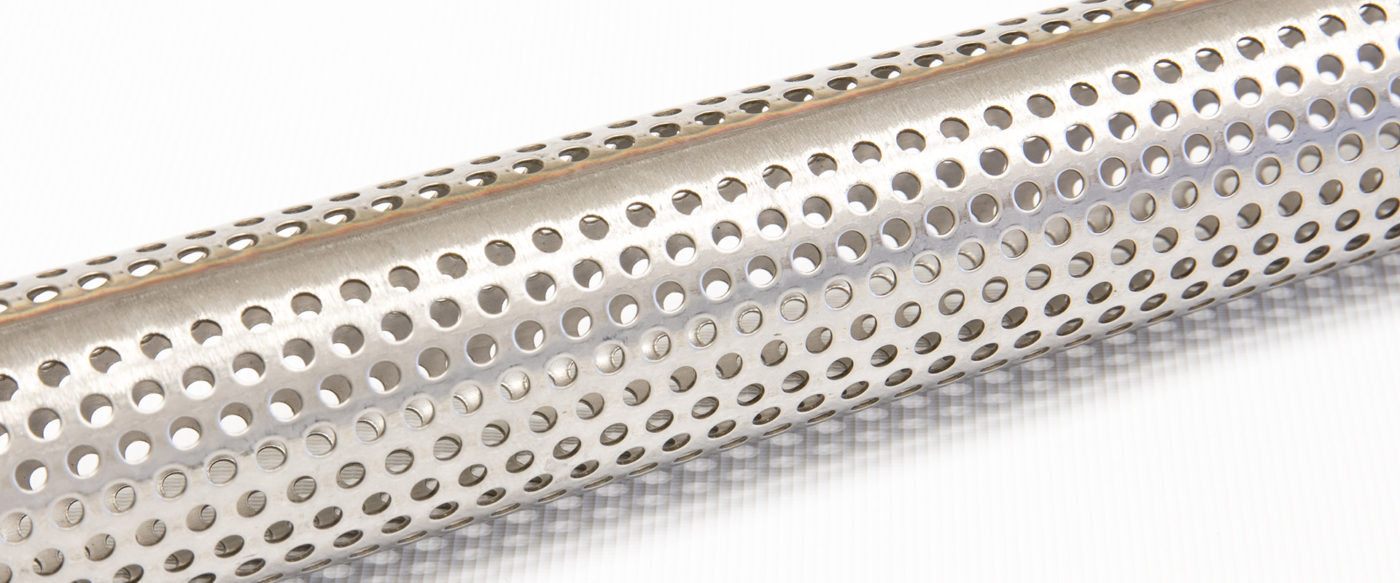
REALIZZAZIONE TUBI FORATI
Per la realizzazione di tubi forati, utilizzati principalmente per il settore automotive e agricolo (marmitte e silenziatori) e normalmente prodotti in acciaio inox e titanio, in diversi spessori e diametri, sono necessarie le operazioni di profilatura e saldatura.
Scopo della profilatura è quello di ottenere un solido di rivoluzione (nel nostro caso cilindrico) mediante curvatura della lamiera attraverso rulli motorizzati. Il manufatto viene quindi saldato a tig in continuo e tagliato a misura in base alle esigenze del Cliente.
ANODIZZAZIONE
L’anodizzazione è un processo elettrolitico attraverso il quale si forma uno strato di ossido di spessore controllato sulla superficie delle lamiere in alluminio.
Si esegue sia per motivi estetici sia per una migliore protezione dalla corrosione. Si esegue immergendo le lamiere in bagni di acidi. Il passaggio di corrente elettrica provoca la formazione di ossidi anodici che si depositano sulla superficie della lamiera forata. I colori più richiesti sono bronzo, oro e naturale.
LUCIDATURA ELETTROLITICA E MECCANICA
La lucidatura si utilizza su lamiere forate di acciaio inossidabile ed avviene levigando la superficie riducendo così la rugosità e le bave di perforazione o taglio. Aumenta la resistenza alla corrosione e riduce la formazione di incrostazione. Particolarmente richiesta per utilizzo nei settori alimentare, farmaceutico ed elettronico.
La lucidatura elettrolitica si effettua tramite bagni galvanici dove la lamiera forata viene immersa in una soluzione acida e tramite il passaggio di corrente viene lavorata fino a renderla lucida.
La lucidatura meccanica consiste nell’asportazione di materiale dalla lamiera forata tramite vari passaggi di smerigliatura con nastri e paste abrasive.
ZINCATURA
La zincatura è necessaria per proteggere l’acciaio dalla corrosione. La zincatura a caldo avviene immergendo le lamiere in vasche contenenti zinco fuso a temperature di 450°C circa. E’ molto resistente meccanicamente in quanto lo zinco si deposita in quantità considerevole. Questo trattamento è consigliabile su spessori superiori all’1,5 mm e per fori di diametro superiore a 8 mm per evitarne la parziale otturazione.
La zincatura elettrolitica si ottiene invece immergendo le lamiere in bagni di soluzione di sali di zinco percorsi da corrente elettrica. Questo trattamento si esegue a freddo e consente di trattare lamiere sottili e fori di piccolo diametro. Lo spessore dello zinco è ridotto e limita la resistenza all’ossidazione.
Bibliografia:
“Manuale di lavorazione della lamiera”, di AA. VV., Ed. Tecniche Nuove, 2004